





















- Ajánlat
- System KAN-therm ultraLINE
- System KAN-therm Push Platinum
- System KAN-therm Push
- System KAN-therm ultraPRESS
- System KAN-therm PP
- System KAN-therm Steel
- System KAN-therm Inox
- System KAN-therm Steel Sprinkler
- System KAN-therm Inox Sprinkler
- System KAN-therm Groove
- System KAN-therm Copper
- System KAN-therm Tacker
- System KAN-therm Profil
- System KAN-therm Rail
- System KAN-therm TBS
- System KAN-therm WALL - nedves fektetésű rendszer
- System KAN-therm WALL - száraz fektetésű rendszer
- System KAN-therm Football
- KAN-therm InoxFlow
- KAN-therm Slim & Slim+ szekrények
- Letöltések
- Minőségi garancia
- Rólunk
- Rólunk
- Cégünk filozófiája
- Gyártás
- Esemény
- Friss hírek
- New brass version of Press
- KAN Smart Control Mobile App
- A KAN új gyártócsarnoka már üzemel!
- KAN Quick Surface
- Megérkezett a vadonat új PPSU hollandi
- Növekszünk!
- Köszönjük a látogatását az Aquatech Kina 2017 kiállitáson
- A SYSTEM KAN-therm új típusú szekrényei
- Fedezze fel az új KAN Smart Control App bemutató videóját
- Csatlakozz hozzánk a Facebookon!
- KAN-therm raktár és iroda Magyarországon
- A magyarnyelvű katalógus már elérhető!
- KAN-therm - A tanúsított minőség
- Látogasson meg minket a POLLACK EXPO 2018-n!
- Találkozzunk az áprilisi kiállitásokon!
- Találkozzunk az Aquatech Kina 2018 kiállitáson!
- PPSU press falikorong (dugóval)
- Ön is legyen SYSTEM KAN-therm padlófűtési rendszer szakértő
- KAN-therm Hungary Kft. és a neogótikus építészet
- Látogassa meg a KAN-thermet az ISH Indián
- System KAN-therm Groove
- Visit KAN at ISH Frankfurt 2019
- A KAN-therm rendszer ajánlatában megjelenő új prés gépek
- SYSTEM KAN-therm átfogó megoldásai családi házak számára
- Új QB tanúsítvánnyal ellátott KAN-therm
- KAN-therm Rendszer a PORSCHE szalonban
- ZRM. Esztétika és funkcionalitás.
- KAN-therm multirendszer
- KAN-therm a Solar Decathlon versenyen!
- Megfelelő óvintézkedések, azonos hatékonyság!
- New products on offer
- History
- Friss hírek
- Kiállitás
- Kapcsolat
- Hungarian / hungarian








1. A cső levágása

2. A csőélek lecsiszolása

3. Ellenőrzés

4. A cső és a szerelvény beszerelése

5. A cső szerelvénybe történő illesztési mélységének megjelölése


7. 42–108 mm átmérőjű csatlakozások préselése. A présfejek előkészítése.
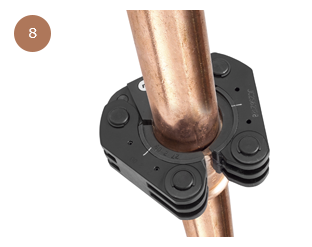
8. Ha a présfejet helyesen pozicionálta a szerelvényen, készen állnak a présszerszámmal való préselésre.

9. A présszerszám csatlakoztatása a présfejhez

10. Préselés
Csatlakoztatási technológia
A System KAN-therm Copper rendszer beszerelése a ‘press’ kötési technikán alapul, ‘M’ rögzítőprofilok használatával. Ez lehetővé teszi:
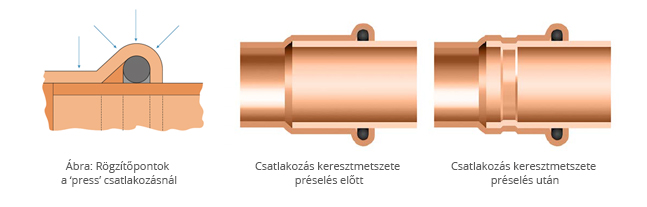
- a három pontos tömítőgyűrűs kompresszió, mely biztosítja, hogy a tömítés megfelelően legyen elhajlítva, és illeszkedjen a cső felületéhez;
- a tömítőgyűrű elhelyezkedési pontjának teljes lezárása a szerelvény élének a cső felületéhez történő hozzápréselésével Ez megakadályozza a szennyeződések bejutását a csatlakozásba, és természetes mechanikai védelmet biztosít a tömítés számára, illetve mechanikusan megerősíti a csatlakozóelemet;
- a tömítés állapotának felülvizsgálata a szerelvény éle mellett elhelyezkedő tömítőgyűrű alakja által.
A csatlakozások összeszerelése
1. A cső levágása
Görgős csővágó használatával vágja le a csövet a tengelyére merőlegesen (a vágásnak teljesnek kell lennie, a levágott csőszakasz letörése nélkül). Más szerszámok is használhatóak, feltéve, hogy a vágás merőleges, és a levágott élek nem sérültek, azokon nem találhatók törések, anyagveszteség, illetve a cső keresztmetszetének egyéb deformitásai. Ne használjon olyan szerszámokat, amelyek jelentős mennyiségű hőt generálnak, pl. hegesztőpisztoly, sarokcsiszoló, stb.
2. A csőélek lecsiszolása
Kézi csősorjázó szerszámmal (76,1–108 mm átmérő esetén félkör alakú ráspollyal) csiszolja le a levágott cső élének belső és külső részét, és távolítsa el a forgácsokat, amelyek a beszerelés során károsítanák a tömítést.
3. Ellenőrzés
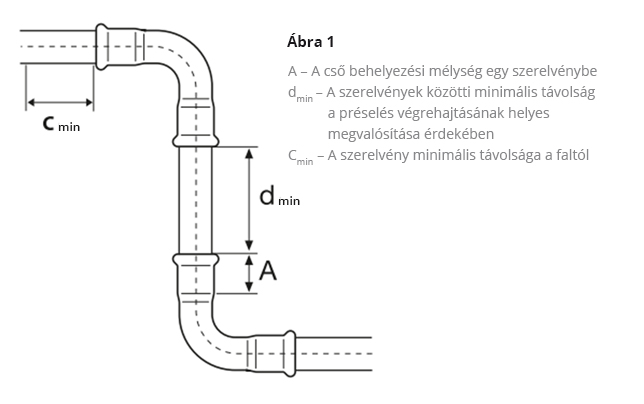
Összeszerelés előtt a szerelvényben lévő tömítés sérülés mentességét vizuálisan ellenőrizni kell, meg kell keresni az élek esetleges sérüléseit, illetve a szennyeződéseket (forgácsok és egyéb éles tárgyak), amelyek a tömítés károsodását idézhetik elő a cső és szerelvény illesztési fázisában. Továbbá szükséges ellenőrizni, hogy a szomszédos szerelvények közötti távolság nem kevesebb, mint a megengedett dminérték.
4. A cső és a szerelvény beszerelése
A préselés előtt a csövet tengelyirányúan be kell helyezni a kötésbe a meghatározott mélységig (enyhe forgatásos mozgatás megengedett). Tilos olajat, zsírt és kenőanyagot használni a cső behelyezése elősegítése céljából (víz és vízalapú szappanoldat használata megengedett — javasolt a sűrített levegős nyomásellenőrzés).
5. A cső szerelvénybe történő illesztési mélységének megjelölése
Annak érdekében, hogy a kötés megfelelően erős legyen, szükség van a cső megfelelő mélységben való elhelyezésére a szerelvényben. Miután behelyezte a csövet a szerelvénybe, amennyire lehetséges, jelölje be a szükséges illesztési hosszt a csövön (vagy letisztított végű szerelvényen) egy jelölőtollal. Préselés után a jelölésnek közvetlenül az illesztés széle mellett kell látszania. Speciális sablonok is használhatók a behelyezési mélység meghatározásához, így nincs szükség a szerelvény párosítására. Több csatlakozási pont egyidejű beszerelése esetén (amikor csöveket helyez be szerelvénybe), mielőtt lepréseli egymás után az egyes csatlakozási pontokat, folyamatosan ellenőriznie kell az illesztési mélységet a csövön a jelölőtollal végzett jelek megtekintésével.
6. A kötések préselése
Mielőtt megkezdi a préselési folyamatot, ellenőrizze a szerszám hatékonyságát. Javasolt a System KAN-therm Copper rendszer részeként ajánlott présszerszámok és présfejek használata.
Mindig a csatlakozóelem átmérőjéhez megfelelő méretű présfejet válassza. A présfejeket úgy kell a szerelvényekre helyezni, hogy a présfejen lévő horony pontosan fedje le a területet, ahol a tömítőgyűrű helyezkedik el a szerelvényben (a szerelvény konvex része). A présszerszám elindítása után a préselési folyamat automatikusan történik, és nem állítható le. Ha a préselési folyamat valamilyen okból megszakad, a csatlakozást szét kell szerelni (ki kell vágni), és egy új csatlakozást kell kialakítani a megfelelő módon. Ha a telepítést végző személy nem a System KAN-therm Copper rendszerhez tartozó présszerszámot és présfejet használ, azok használatának megfelelőségéről konzultálni kell a KAN-therm cég munkatársaival.
7. 42–108 mm átmérőjű csatlakozások préselése. A présfejek előkészítése.
Nagyobb átmérők (42 mm, 54 mm, 66,7 mm, 76,1 mm, 88,9 mm, 108 mm) esetén speciális, négy részes, felkattintható présfejet kell használni.
A présfejet szétszerelés nélkül kell a szerelvényre helyezni. A présfejeken speciális horony található, amelybe bele kell illeszteni a szerelvényen lévő hornyot (a tömítőgyűrű helye).
8. Ha a présfejet helyesen pozicionálta a szerelvényen, készen állnak a présszerszámmal való préselésre.
9. A présszerszám csatlakoztatása a présfejhez
Az előre felszerelt, megfelelő adapterrel ellátott présszerszámot csatlakoztatni kell a présfejre. Alapvető fontosságú, hogy a szerszámhoz mellékelt utasításoknak megfelelően csatlakoztassa a présszerszámot a présfejre. A présfejhez csatlakoztatott présszerszám elindítható a kötés teljes mértékű lepréseléséhez.
10. Préselés
A présszerszám elindítása után a préselési folyamat nem állítható le. Ha a préselési folyamat valamilyen okból megszakad, a csatlakozást szét kell szerelni (ki kell vágni), és egy új csatlakozást kell kialakítani a megfelelő módon. Préselés után a rögzítőszerszám automatikusan visszatér az eredeti pozíciójába. A présszerszám (adapter) fogait ezután ki kell húzni a présfejből. A présfej eltávolításához a szerelvényről le kell oldani (a 42–108 mm átmérő esetén), majd szét kell oldani. A présfejeket összecsukott állapotban kell a szerszámostáskában tárolni.
Szerelési távolságok
A System KAN-therm Copper rendszerben történő használatra jóváhagyott rézcsövek
| Ø [mm] | A [mm] | dmin [mm] |
| 12 | 17 | 10 |
| 15 | 20 | 10 |
| 18 | 20 | 10 |
| 18 | 20 | 10 |
| 22 | 21 | 10 |
| 28 | 23 | 10 |
| 35 | 26 | 10 |
| 42 | 30 | 20 |
| 54 | 35 | 20 |
| 66,7 | 50 | 30 |
| 76,1 | 50 | 55 |
| 88,9 | 64 | 65 |
| 108 | 64 | 80 |